QVT en industrie : les investissements concrets qui changent la donne pour les opérateurs
Recruter un cariste, un soudeur ou un opérateur de production en 2026 relève souvent du parcours du combattant. Les bassins d’emploi industriels sont sous tension, les délais d’embauche s’allongent, et les candidats expérimentés disposent désormais du luxe de choisir leur employeur. Dans ce contexte, la qualité de vie au travail a quitté le registre des bonnes intentions pour devenir un véritable levier de compétitivité. Les entreprises qui investissent réellement dans le quotidien de leurs équipes constatent des effets mesurables sur leur capacité à attirer et fidéliser. Celles qui s’en tiennent à des discours peinent à pourvoir leurs postes, même en augmentant les salaires. Nous proposons ici un tour d’horizon des investissements qui produisent un retour tangible, loin des gadgets et des affiches de communication interne.
Pourquoi la QVT industrielle est devenue un enjeu de compétitivité
La perception du travail en atelier a profondément évolué. Les opérateurs entrants comparent leurs conditions de travail à celles décrites sur les plateformes d’avis employeur, échangent avec leurs pairs sur les groupes spécialisés, et n’hésitent plus à quitter un poste jugé dégradant après quelques semaines. Dans les bassins industriels denses, l’information circule vite et un site mal réputé peine à recruter pendant des années. Le coût caché du turnover finit par dépasser celui d’un programme QVT structuré : un opérateur formé qui quitte l’entreprise au bout de six mois représente une perte sèche de plusieurs milliers d’euros, sans compter les répercussions sur la qualité, la sécurité et la cohésion d’équipe. Les directions qui ont compris cette équation traitent désormais la QVT comme un investissement de production, au même titre qu’une ligne ou un automate.

Repenser l’ergonomie des postes pour préserver le capital humain
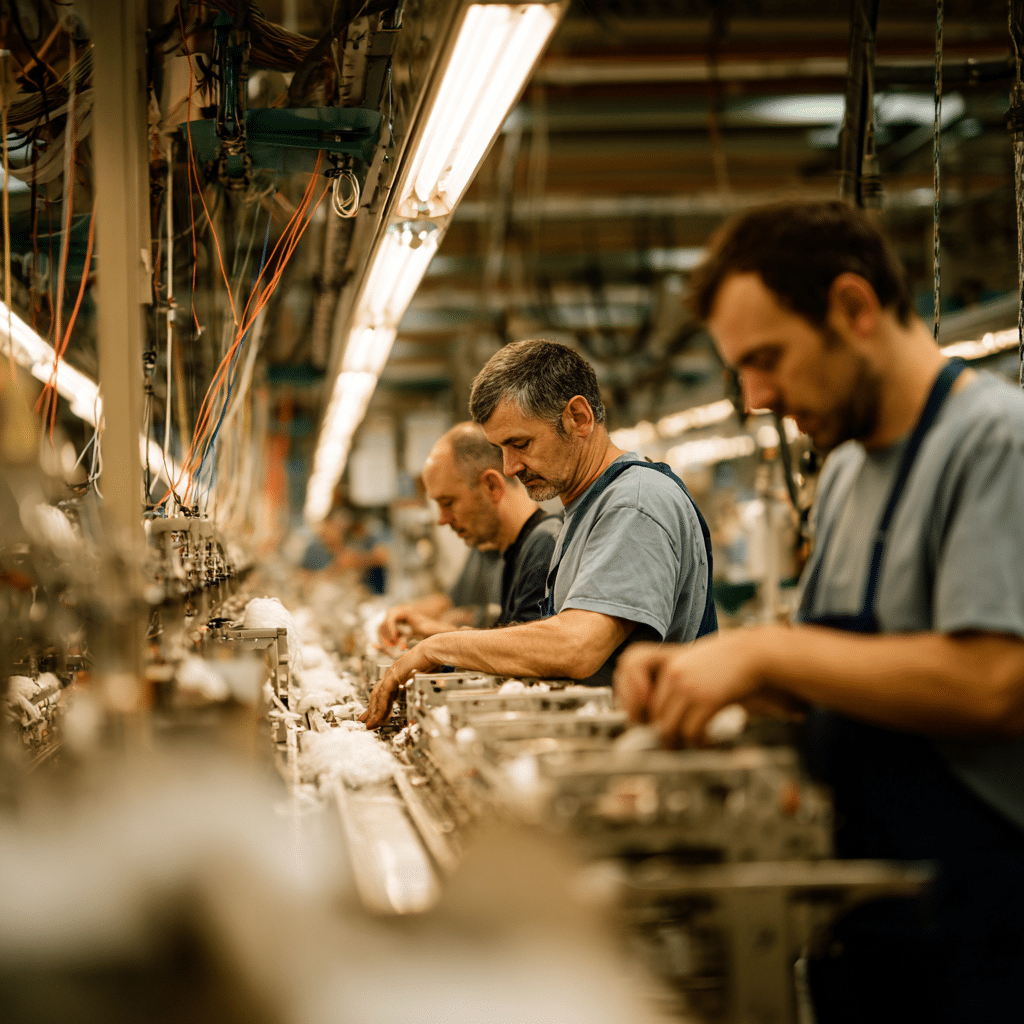
L’ergonomie reste le premier levier visible et le plus simple à objectiver. Les troubles musculo-squelettiques représentent encore la majorité des maladies professionnelles reconnues en France, et leur coût direct est documenté depuis longtemps par les caisses régionales. Les industriels qui équipent leurs postes de tables réglables en hauteur, de tapis anti-fatigue, de potences d’assistance ou d’exosquelettes sur les opérations de manutention répétitive constatent généralement une baisse significative des arrêts liés aux TMS dans les dix-huit mois qui suivent. Au-delà de la santé, ces équipements transforment la perception du poste auprès des candidats. Lors d’une visite de site, un atelier équipé envoie un signal immédiat sur la considération portée aux équipes. Cet effet est particulièrement net dans les métiers en tension comme la soudure, le pliage ou l’assemblage de précision, où les candidats les plus expérimentés évaluent l’environnement avant de discuter du contrat.
La qualité de l’air, levier longtemps négligé
L’air ambiant d’un atelier reste l’un des paramètres les moins traités alors qu’il pèse lourdement sur le confort, la santé et la perception du poste. Poussières de découpe, fumées de soudage, particules fines issues des moteurs thermiques en logistique, composés organiques volatils en plasturgie, brouillards d’huile en usinage : autant de nuisances qui s’accumulent au fil de la journée et qui finissent par marquer durablement un environnement de travail. Les opérateurs ressentent ces ambiances dégradées avant même que les seuils réglementaires ne soient atteints, et beaucoup en font un critère implicite de choix lorsqu’ils comparent deux offres. Les industriels qui modernisent leurs zones de travail grâce aux épurateurs d’air constatent une amélioration rapide du climat social et un argument supplémentaire à mettre en avant lors des visites de candidats. Les bénéfices indirects sont également documentés : meilleure concentration sur les postes de contrôle qualité, baisse des arrêts liés aux irritations respiratoires, image employeur renforcée sur les bassins d’emploi tendus. Pour une direction de site, c’est l’un des investissements dont le retour sur la marque employeur est le plus rapide à percevoir.
Organisation du travail et rotation des équipes
Tous les leviers QVT ne passent pas par l’investissement matériel. La manière dont le travail est organisé pèse au moins autant que les équipements installés. Les sites qui structurent une vraie polyvalence, qui font tourner les opérateurs sur les postes les plus pénibles plutôt que de toujours mobiliser les mêmes, qui intègrent des pauses actives ou laissent une marge d’autonomie sur les plannings constatent généralement une amélioration nette du climat. Ces ajustements coûtent peu, mais ils supposent un encadrement formé et une vraie culture d’écoute du terrain. Là où la rotation est imposée sans dialogue, elle est vécue comme une contrainte supplémentaire. Là où elle est construite avec les équipes, elle devient un facteur d’engagement. Les groupes industriels les plus avancés sur ces sujets associent désormais les opérateurs à la conception même des standards de travail, démarche qui transforme la relation hiérarchique sans rien retirer à l’efficacité productive.
Reconnaissance et management de proximité
Aucun équipement ne compense un encadrement défaillant. Le chef d’équipe reste, dans la grande majorité des sites industriels, le principal point de contact entre l’opérateur et l’entreprise. Sa capacité à reconnaître le travail accompli, à arbitrer les tensions, à expliquer les décisions et à porter les retours du terrain conditionne directement la fidélisation des équipes. Or beaucoup de chefs d’équipe sont promus pour leur expertise technique sans formation managériale solide, et se retrouvent en difficulté dès que les sujets humains prennent le pas sur les sujets techniques. Investir dans la formation de ces managers intermédiaires, mettre en place des rituels de reconnaissance simples, partager régulièrement les indicateurs et les résultats avec les équipes : ces démarches ne réclament pas de budget important, mais elles transforment l’expérience quotidienne du travail en atelier. Sur les sites où ce travail a été conduit dans la durée, l’ancienneté moyenne progresse et le bouche-à-oreille devient un canal de recrutement à part entière.
Mesurer le retour sur investissement de la QVT
La QVT ne sera prise au sérieux par les directions financières que lorsqu’elle sera pilotée comme les autres investissements industriels. Cela suppose de définir en amont les indicateurs à suivre et la baseline de départ. Le taux d’absentéisme reste l’indicateur le plus parlant, suivi par le turnover sur les douze premiers mois, le nombre d’accidents du travail, le taux de transformation des entretiens de recrutement et l’ancienneté moyenne par catégorie de poste. Sur un programme bien conduit, les premiers effets apparaissent en général dans les six à neuf mois, et le retour sur investissement complet se mesure sur un horizon de douze à vingt-quatre mois selon les leviers activés. Les investissements ergonomiques et environnementaux ont des cycles de retour plus longs mais des effets durables. Les leviers organisationnels et managériaux produisent des résultats plus rapides mais demandent un suivi régulier pour ne pas s’éroder. C’est l’articulation des deux qui produit les meilleurs résultats sur la durée.
Une démarche globale plutôt qu’une accumulation de gadgets
Le piège classique consiste à empiler les initiatives sans projet d’ensemble : un exosquelette ici, un baby-foot là, une affiche sur la bienveillance dans le réfectoire. Cette logique d’accumulation produit peu d’effets parce qu’elle ne change pas le parcours réel de l’opérateur, de son embauche à sa fidélisation. Une démarche QVT efficace part toujours du terrain, identifie les irritants prioritaires, mobilise les équipes dans la recherche de solutions, et traite les sujets dans un ordre cohérent. Pour les industriels confrontés à des difficultés de recrutement chroniques, cette logique transforme progressivement le site en référence locale, et finit par inverser le rapport de force avec le bassin d’emploi.
FAQ
Les ordres de grandeur observés sur les sites industriels qui structurent une démarche cohérente se situent entre 300 et 800 euros par opérateur et par an, tous leviers confondus. Ce montant intègre les équipements, la formation managériale et les actions organisationnelles. Il reste très inférieur au coût d’un recrutement raté ou d’un turnover élevé.
En présentant la QVT comme un investissement chiffrable, avec une baseline mesurée, des indicateurs de suivi et un horizon de retour explicite. Les arguments qui fonctionnent sont ceux qui parlent le langage de la direction financière : coût du turnover, coût des arrêts, coût d’un poste non pourvu pendant plusieurs mois.
L’absentéisme, le turnover sur la première année, les accidents du travail et l’ancienneté moyenne forment le socle minimal. Les sites les plus avancés y ajoutent un indicateur de satisfaction interne mesuré tous les six mois et un suivi des candidatures spontanées, révélateur de l’image employeur réelle sur le bassin.
La qualité de l’air et l’ergonomie des postes les plus exposés produisent des effets visibles rapidement et changent la perception du site auprès des équipes existantes. C’est souvent par ces deux entrées que se construit la crédibilité d’une démarche QVT auprès des opérateurs, condition indispensable pour engager ensuite les chantiers organisationnels et managériaux.